Pусский
Pусский Spanisch
Spanisch Die Qualität und Produktivität von Druckgussteilen hängt in hohem Maße davon ab, ob die Wärmebilanzsteuerung der Druckgussform korrekt ist. Nur durch eine effektive Steuerung und Anpassung des Wärmehaushalts der Druckgussform können die Parameter des Druckgussprozesses stabilisiert werden.
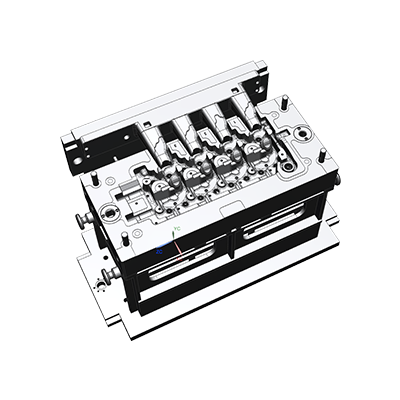
Bei der Druckgussproduktion, wenn die von der Form abgegebene Wärme größer ist als der Wärmeeintrag von der Legierungsflüssigkeit in die Form, beispielsweise wenn eine größere Form zum Druckgießen dünnwandiger Teile oder eine Form mit mehr Schiebern verwendet wird Strukturen, um das thermische Gleichgewicht der Form zu erreichen, ist es notwendig, hinzuzufügen. Füge der Form Hitze hinzu. Die Methode der zusätzlichen Wärmezufuhr kann gelöst werden, indem man eine Formtemperierungsmaschine verwendet, einen einstellbaren elektrischen Rohrheizkörper auf der Form platziert, einen Isolator außerhalb der Form platziert oder den überschüssigen Teil des Gussstücks einschließlich der Überlaufrille festlegt. Im Gegenteil, der Wärmeeintrag durch die Form ist größer als die Wärmeabgabe durch die Ableitung, und die Formtemperatur überschreitet die Spezifikation, und es muss eine künstliche Zwangskühlung verwendet werden.
Bei jedem Druckgusszyklus nimmt die Form die zugeführte Wärme aus der Legierungsflüssigkeit auf und gibt die Wärme durch Wärmeleitung nach außen ab. Im Allgemeinen verlieren Strahlung und natürliche Konvektion nur 5 % der gesamten zugeführten Wärme, die restlichen 95 % werden vollständig von der Form absorbiert. Wärmeleitungsleistung. Wenn die Wärmeaufnahme und die Wärmeabgabe der Form in der Zeiteinheit gleich sind, kann ein Gleichgewichtszustand erreicht werden, d natürliche Dissipation und künstliche Kühlung, sodass in jedem Druckgusszyklus die Wärmezufuhr und -abgabe der Form gleich ist.
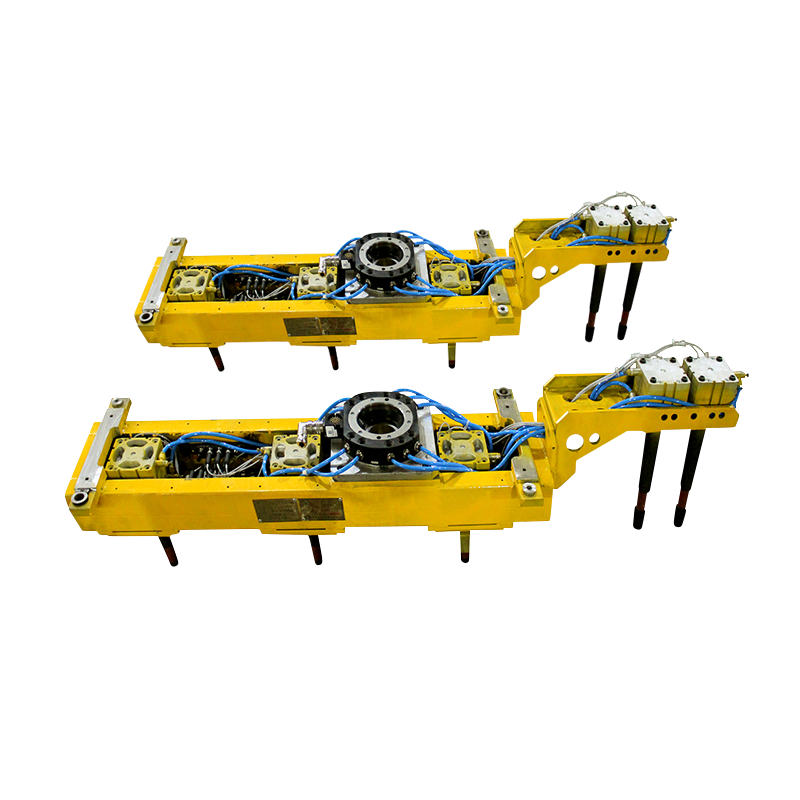
In der tatsächlichen Produktion gibt es viele Faktoren, die den Wärmehaushalt der Form beeinflussen, einschließlich der Gießtemperatur, der Vorwärmtemperatur der Form, der Kapazität der Legierungsflüssigkeit, des Formvolumens, der Position und Menge des Gießüberlaufsystems, des Formkühlzustands und der Betriebszykluszeit usw. Um einen guten Wärmehaushalt der Form zu erreichen, muss dies durch die Anpassung der Parameter des Druckgussprozesses erreicht werden, einschließlich Einspritzdruck, Stempelgeschwindigkeit, Formhalte- und Auswurfzeit, Sprühen und andere beeinflussende und einschränkende Faktoren gegenseitig.
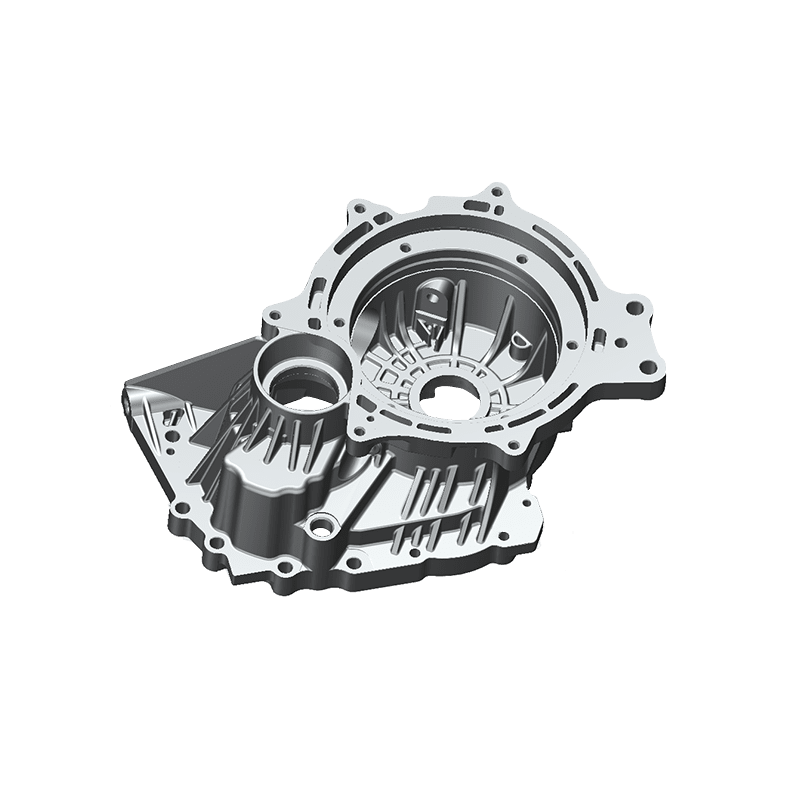
Die Auswahl und Einstellung der Formtemperatur sollte umfassend entsprechend der Form, Größe und Struktureigenschaften des Gussstücks sowie den Eigenschaften der Legierung, der Formstruktur und den Gießbedingungen berücksichtigt werden. Die empfohlene Arbeitstemperatur der Druckgussform ist wie folgt: Legierung 180–240 °C, Aluminiumlegierung 200–250 °C, Kupferlegierung 280–350 °C.
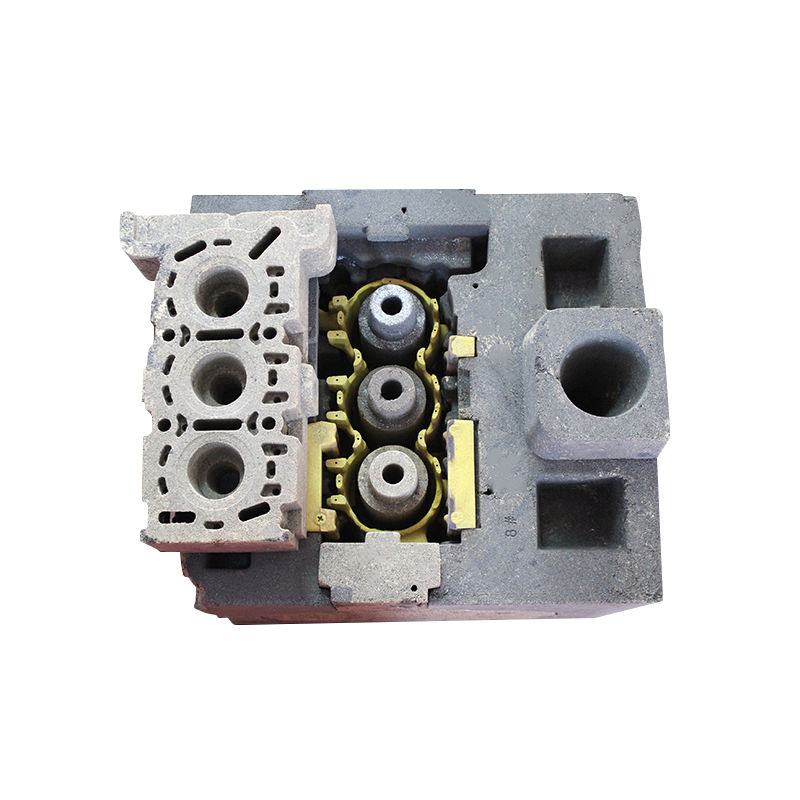
Eine effektive Kontrolle und Einstellung der Formtemperatur kann nicht nur die Lebensdauer der Druckgussform verlängern, sondern ist auch ein wichtiger Prozessparameter, um eine gute Füllung der Legierungsflüssigkeit und eine stabile Gussqualität sicherzustellen. Gegenwärtig verlangen Druckgusswerkstätten, die Anforderungen an die Qualität von Druckgussteilen ohne entsprechende Mittel zur Steuerung der Formtemperatur haben, grundsätzlich, dass die Formen vor der Produktion vorgewärmt werden, um eine übermäßige Abkühlung der Legierungsflüssigkeit und einen plötzlichen Anstieg der Form zu vermeiden Temperaturgradient, der die Qualität der Gussteile verringert und zu Überhitzung führt. Wenn die Form frühzeitig beschädigt wird, sollte die Temperatur der wichtigsten Teile der Form überprüft und gemäß den Prozessvorschriften angepasst werden, der Produktionsrhythmus und der Gießfluss der Legierungsflüssigkeit sowie die Einstellung des Sprühens sollten kontrolliert werden.