Pусский
Pусский Spanisch
Spanisch Kavitation wird auch Kavitation genannt. Es kommt häufiger vor, wenn die Wechselwirkung zwischen einer sich bewegenden Flüssigkeit und einem Gas eine Unterdruckblase (Vakuumloch) in der Flüssigkeit erzeugt. Wenn die Unterdruckblase im Prozess der Bewegung oder Strömung auf die Oberfläche des Festkörpers trifft, setzt die Vernichtung der Blase eine enorme Strahlenergie frei, die die Oberfläche des Festkörpers zu einem konkaven Loch werden lässt. Dieses Phänomen tritt häufig bei Schaufeln auf, die in Meerwasser verwendet werden. Die Oberfläche der Schaufeln bildet aufgrund der Wechselwirkung von Wasser und wirbelnder Luft Unterdruckblasen, die sich auf der Schaufeloberfläche vernichten, um Kavitationsgruben zu bilden, die allgemein als "Taschen" bezeichnet werden.
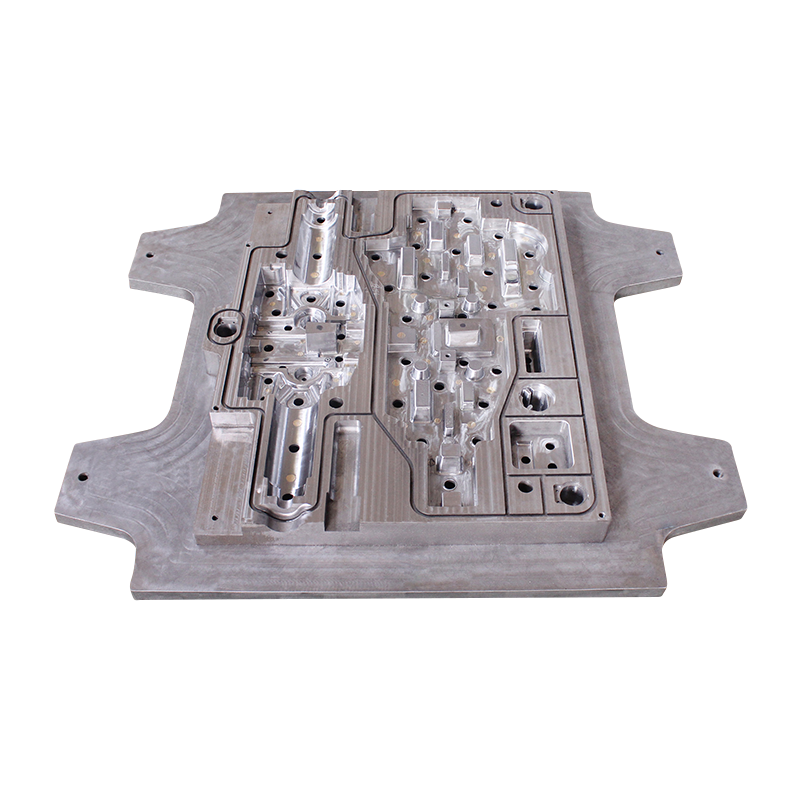
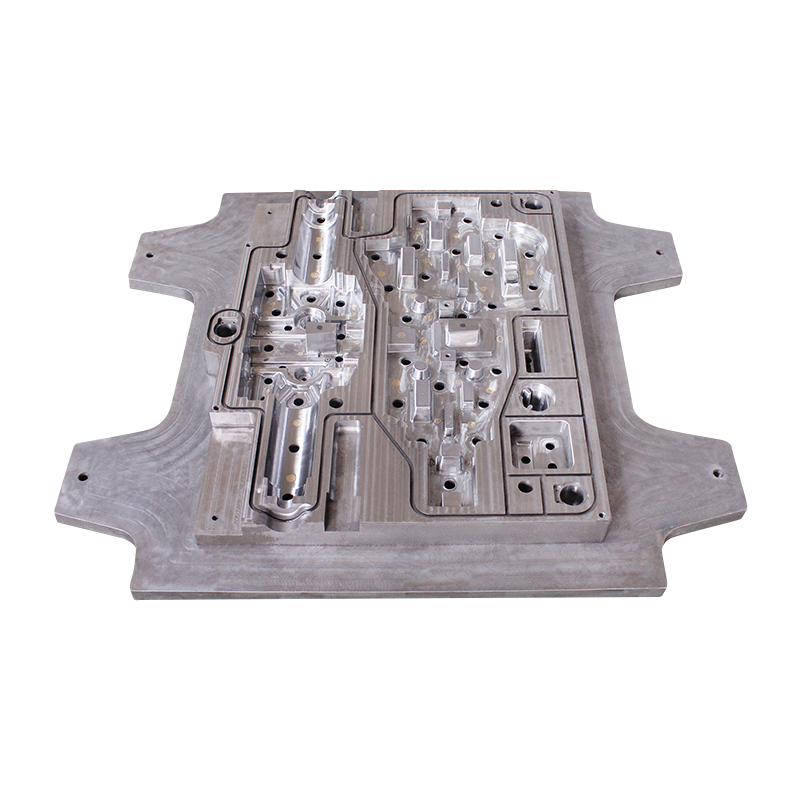
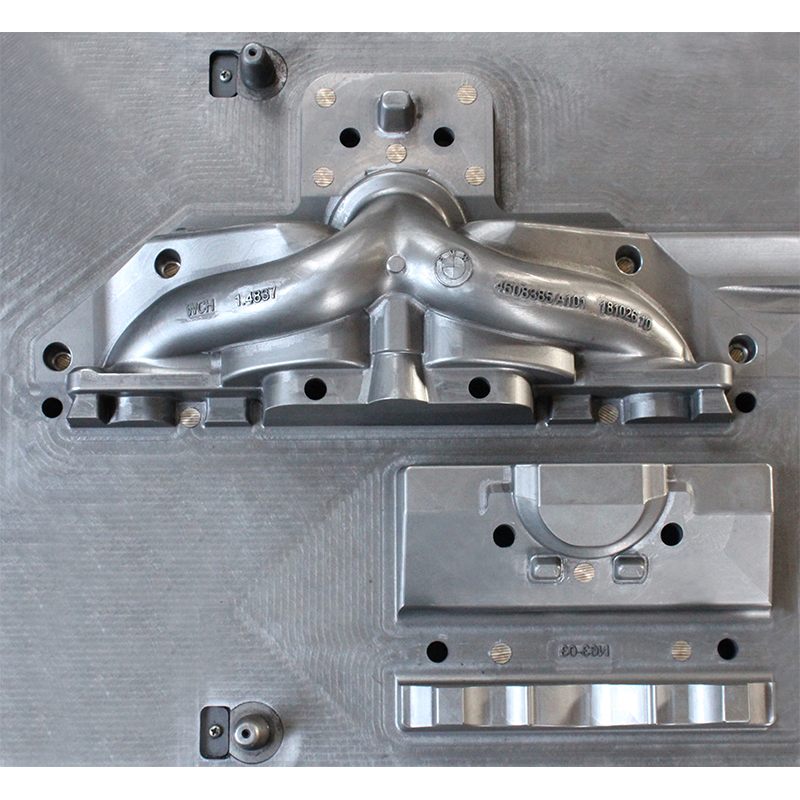
Kavitation tritt auch im Produktionsprozess des Druckgusses aus Aluminiumlegierungen auf. Bei Druckguss-Aluminiumlegierungsprodukten wie Kommunikationsprodukten bildet die Oberfläche der Form manchmal konkave Vertiefungen (auch "Taschen" genannt), nachdem Hunderte oder Tausende von Produkten hergestellt wurden, was ebenfalls durch Kavitation verursacht wird. Dementsprechend treten auf der Oberfläche der Aluminiumlegierungsteile hervorstehende Vertiefungen auf, und die makroskopische Form ist in Abbildung 1 dargestellt.
Es sollte darauf hingewiesen werden, dass die auf der Oberfläche von Druckgussteilen aus Aluminiumlegierung gebildeten „Pockennarben“ neben „Kavitation“ auch andere Gründe haben, wie z der Form ist zu hell. Dadurch kann das Trennmittel keinen guten Schutzfilm auf der Formoberfläche bilden, was zu punktuellen Erosionen und Formverklebungen auf der Formoberfläche führt. Die durch "Kavitationserosion" auf der Oberfläche der Form erzeugten Vertiefungen haben jedoch eine andere Form als solche Defekte, und es ist notwendig, über genügend Erfahrung zu verfügen, um eine korrekte Beurteilung vorzunehmen.
Ursachen der Kavitationserosion in Druckguss aus Aluminiumlegierung
Beim Druckgießen von Aluminiumlegierungen wird eine flüssige Aluminiumlegierung mit hoher Geschwindigkeit durch einen Stempel in den gesamten Hohlraum der Form eingespritzt, um das gewünschte Produkt zu erhalten. Während das geschmolzene Aluminium fließt, muss es durch den Angusskanal fließen, um den inneren Anguss zu erreichen, und dann in den Formhohlraum sprühen. Der Angusskanal der Form ist der einzige Weg, durch den das geschmolzene Aluminium fließen kann. Das Konstruktionsprinzip besteht darin, dass sich die Querschnittsfläche des Angusskanals in einem schrumpfenden Zustand befinden sollte, damit die Luft im Angusskanal während des Flusses des geschmolzenen Aluminiums zum vorderen Ende des geschmolzenen Aluminiums abgeführt werden kann.
Der Hauptgrund für Kavitation ist, dass die Formkonstruktion gegen die oben genannten Konstruktionsprinzipien verstößt. Auf dem Laufweg, durch den die Aluminiumlegierungsflüssigkeit strömt, erweitert sich die Querschnittsfläche des Laufrads. Wenn das geschmolzene Aluminium durch den expandierenden Innenkanal fließt, kommt es zu einer Volumenausdehnung und einem plötzlichen Druckabfall, was zur Bildung von Unterdruck (oder ausgehöhlten) Hohlräumen im geschmolzenen Aluminium führt. Wenn die Injektion unter Druck gesetzt wird, platzt der Hohlraum im Angusskanal und im Inneren des Formhohlraums. Wenn es platzt, bildet es eine interne Explosion, die enorme Energie erzeugen kann. Wenn das Produkt hergestellt wird, verursachen die kontinuierlichen mehrfachen Implosionen eine Ermüdungsverformung auf der Oberfläche der Metallform oder des Gießkanals, wodurch Vertiefungen entstehen, die mit bloßem Auge sichtbar sind. Dementsprechend werden hervorstehende Vertiefungen auf der Oberfläche des Gussprodukts gebildet.