Pусский
Pусский Spanisch
Spanisch
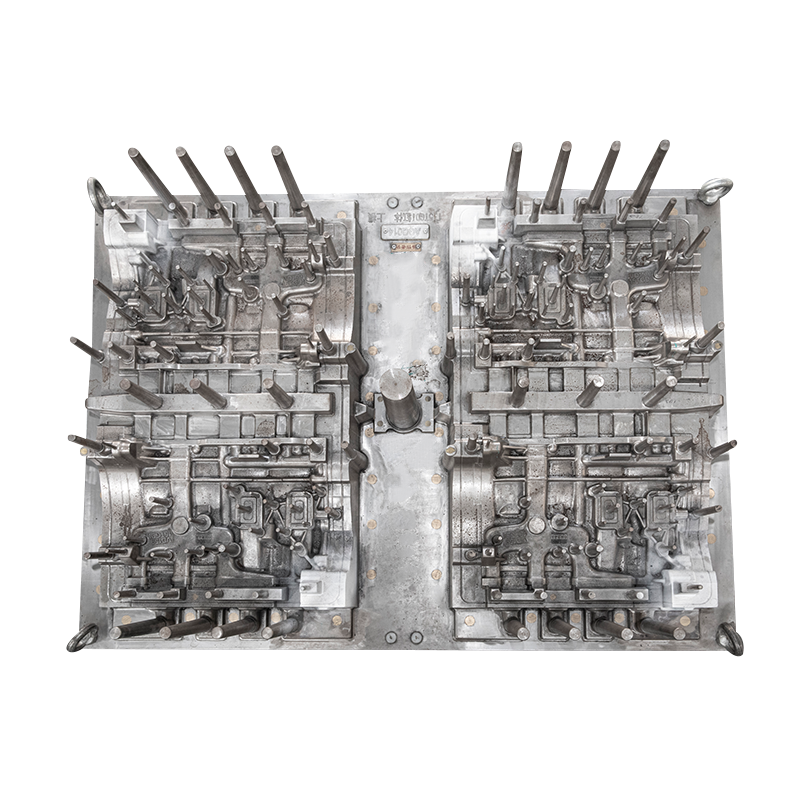
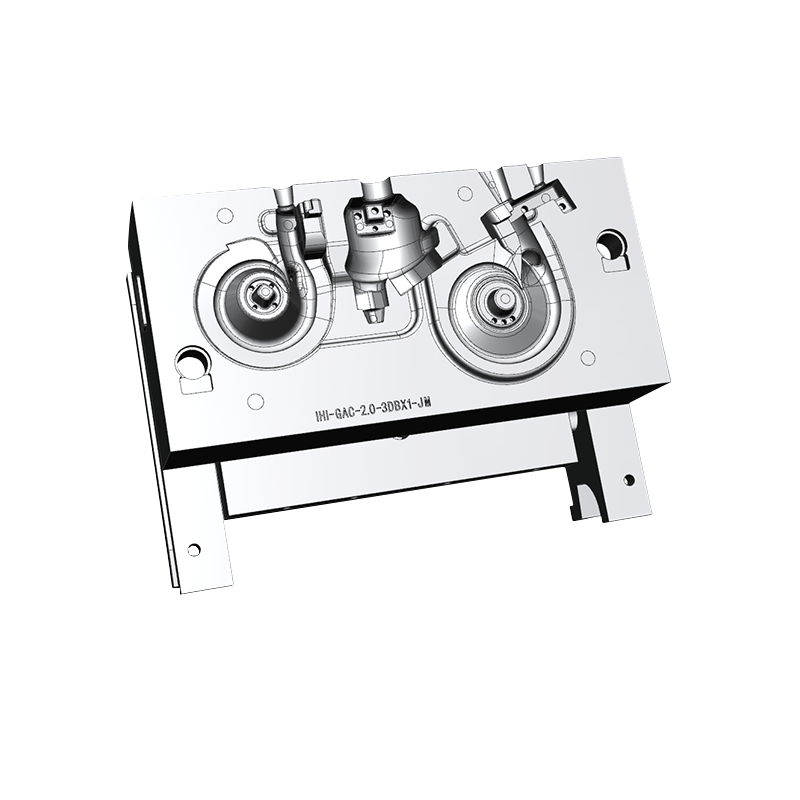
Die Druckgussform ist ein Werkzeug zum Gießen von Metallteilen, ein Werkzeug zum Abschließen des Druckgussprozesses auf einer speziellen Druckguss-Gesenkschmiedemaschine. Kunststoffformen sind Werkzeuge, die mit Kunststoffformmaschinen in der kunststoffverarbeitenden Industrie abgestimmt sind, um Kunststoffprodukten eine vollständige Konfiguration und Größe zu verleihen. Was ist also der Unterschied zwischen den beiden?
Der Unterschied zwischen Druckgussform und Kunststoffform:
1. Der Einspritzdruck der Druckgussform ist groß, daher muss die Schablone relativ dick sein, um Verformungen zu vermeiden
2. Der Anschnitt der Druckgussform unterscheidet sich von dem der Spritzgussform und muss als Spaltkegel verwendet werden, um den hohen Druck des Materialflusses abzubauen.
3. Druckgussformkerne müssen nicht abgeschreckt werden, da die Temperatur in der Kavität während des Druckgusses 700 Grad übersteigt. Daher ist jedes Umformen gleichbedeutend mit einem Abschrecken. Die Kavität wird immer härter. Die allgemeine Spritzgussform sollte auf über HRC52 abgeschreckt werden.
4. Druckgussformen müssen generell in der Kavität nitriert werden, um ein Anhaften der Legierung an der Kavität zu verhindern.
5. Im Allgemeinen ist die Korrosion der Druckgussform relativ groß und die Außenfläche ist im Allgemeinen blau.
6. Im Vergleich zur Spritzgussform hat das bewegliche Passteil der Druckgussform (z. B. der Kernzugschieber) einen größeren Passspalt, da die hohe Temperatur des Druckgussprozesses eine Wärmeausdehnung verursacht. Wenn der Spalt zu klein ist, wird die Form verklemmen.
7. Die Anforderungen an die Trennflächenanpassung von Druckgussformen sind höher, da die Fließfähigkeit von Legierungen viel besser ist als die von Kunststoffen. Der Materialfluss mit hoher Temperatur und hohem Druck, der aus der Trennfläche herausfliegt, ist sehr gefährlich
8. Generell können Spritzgussformen durch Fingerhut, Trennfläche usw. entlüftet werden, Druckgussformen müssen Entlüftungsnuten und Schlackenauffangbeutel (Kältematerial sammelnde Köpfe) haben;
9. Das Formen ist inkonsistent, die Einspritzgeschwindigkeit der Druckgussform ist schnell und der Einspritzdruck ist ein Abschnitt. Kunststoffformen werden normalerweise in mehreren Abschnitten gespritzt, um den Druck aufrechtzuerhalten.