Pусский
Pусский Spanisch
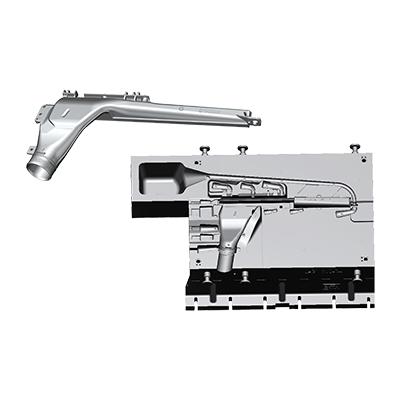
Spanisch(1) Wenn der extrudierte Barren in die Form gegeben wird, sollte der Barren nicht zu schnell abgekühlt werden, um eine Verringerung der Plastizität und eine Zunahme des Verformungswiderstands zu vermeiden; Vermeiden Sie gleichzeitig einen übermäßigen Temperaturunterschied zwischen der Knüppeloberfläche und der Mittelschicht, um zu verhindern, dass die Extrusion aufgrund einer ungleichmäßigen Verformung defekt ist oder die Form beschädigt wird.
(2) Reduzieren Sie den Temperaturunterschied zwischen der Form und dem Rohling und vermeiden Sie den schnellen Anstieg der Temperatur der Formoberfläche, der dazu führen würde, dass der innere Temperaturunterschied der Form zu groß wird und große innere Spannungen erzeugt Reduzieren Sie das Risiko einer Beschädigung der Form während des Betriebs.
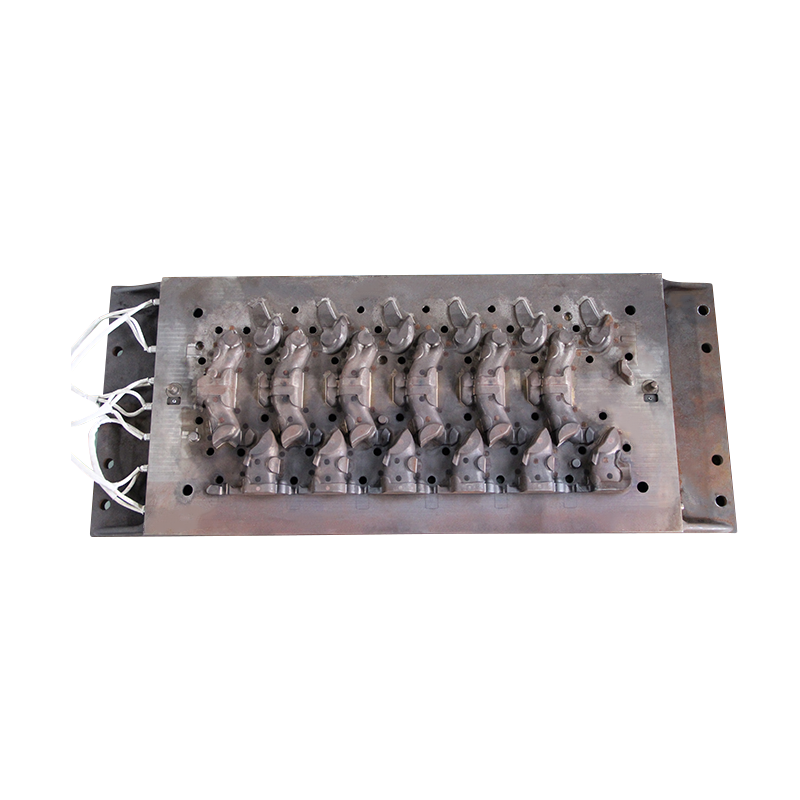
Die spezielle Methode zum Vorwärmen der Form besteht darin, einen speziellen Widerstandsvorwärmer an der Form zu installieren oder eine Lötlampe zu verwenden oder einen roten Eisenblock zum Vorwärmen auf die Form zu legen. Die Vorwärmtemperatur hängt von der Temperatur des Strangpressrohlings ab.
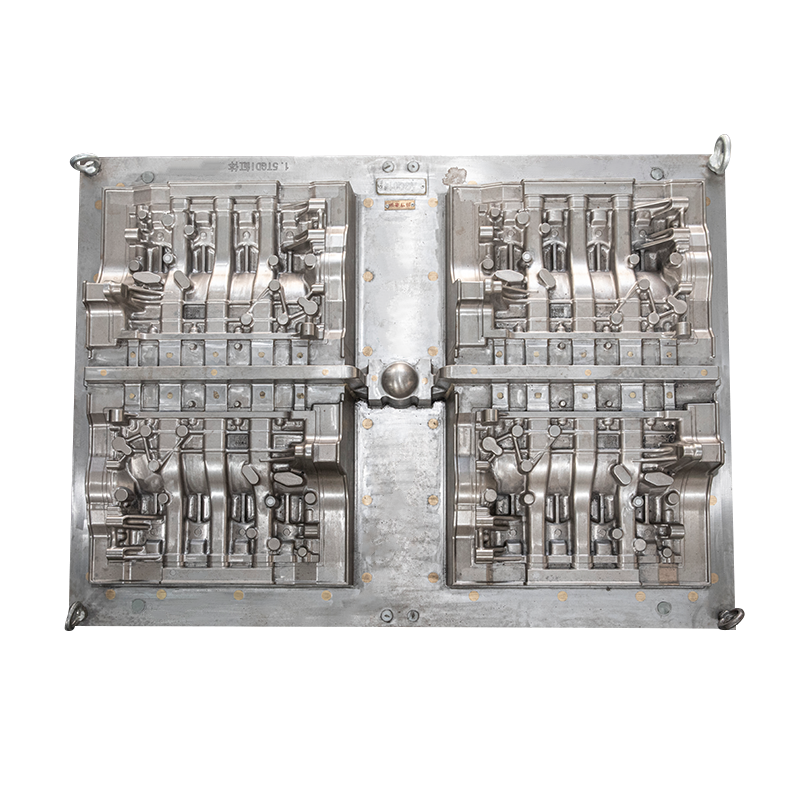
Darüber hinaus steigt im kontinuierlichen Produktionsprozess der Form aufgrund des langfristigen Kontakts mit dem Knüppel, der höher als seine eigene Temperatur ist, die Temperatur der konvexen und konkaven Formen weiter an und die Festigkeit und Härte nehmen stark ab. was sich auf die Lebensdauer der Form auswirkt. Gleichzeitig neigt die Form unter der Einwirkung hoher Extrusionsspannungen nach dem Temperaturanstieg eher zu Verformungen, was die Form und Maßhaltigkeit des extrudierten Teils ernsthaft beeinträchtigt. Daher sollten Sie in der Formstruktur die Einrichtung einer Kühlvorrichtung oder die kontinuierliche Verwendung manueller Kühlmethoden in Betracht ziehen, um die Formtemperatur im Bereich von 150–300 °C zu halten.
In der Kleinserienfertigung kann Druckluft verwendet werden, um Arbeitsteile wie konvexe und konkave Formen nach jeder Umformung zu kühlen oder das Zeitintervall der Warmumformung zu verlängern.
In der Großserienfertigung sollten besondere Maßnahmen ergriffen werden, um sicherzustellen, dass die Werkzeugtemperatur stabil innerhalb des Vorwärmtemperaturbereichs liegt. Die spezifischen vier Maßnahmen sind wie folgt.
(1) Bei Verwendung einer mechanischen Presse für die kontinuierliche Produktion kann die Anzahl der Hübe pro Zeiteinheit entsprechend angepasst werden, um sicherzustellen, dass ausreichend Zeit zum Abkühlen der Form vorhanden ist.
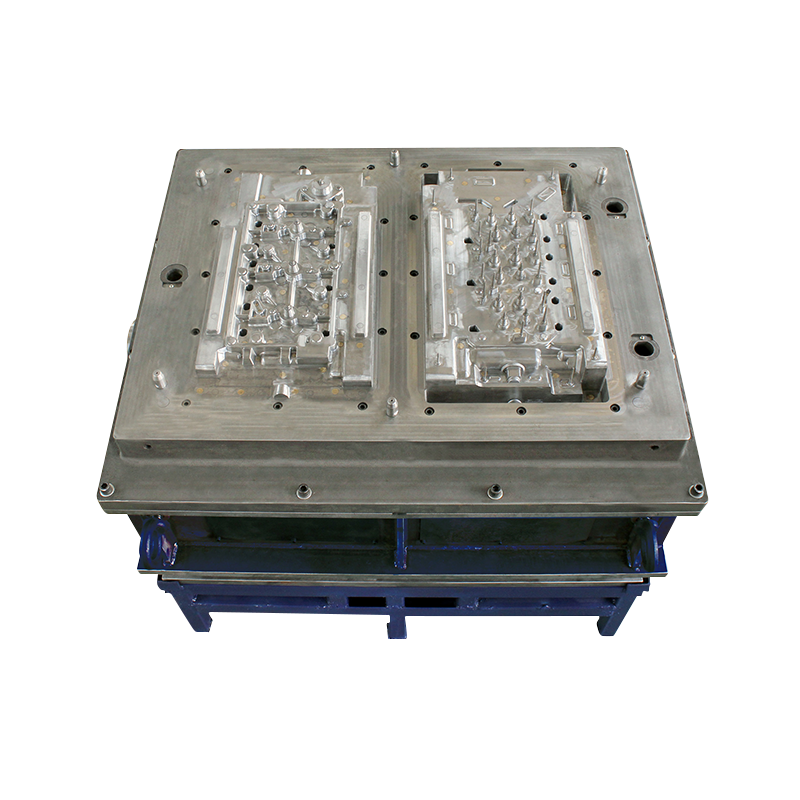
(2) Öffnen Sie Löcher in der Form, um die interne Kühlung zu verbessern. Verwenden Sie beispielsweise eine Pumpe, um ein Schmiermittel mit einem Druck von 0,12 bis 0,14 MPa in die Poren der Form zum Ausatmen zu treiben, um die konvexe Form zu kühlen, und blasen Sie einen Druck von 0,4 bis 0,5 MPa in die konkave Form. Druckluft zur Kühlung von Matrize und Auswerfer.
(3) Für die Sprühkühlung der Form ist die Hauptüberlegung die Stelle, an der das Schmiermittel aufgrund der schnellen Verdunstung von Wasser nicht fließen kann.
(4) Die Form ist mit einer Wasserkühlvorrichtung ausgestattet.