Pусский
Pусский Spanisch
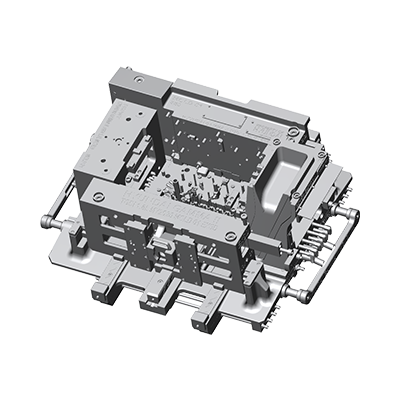
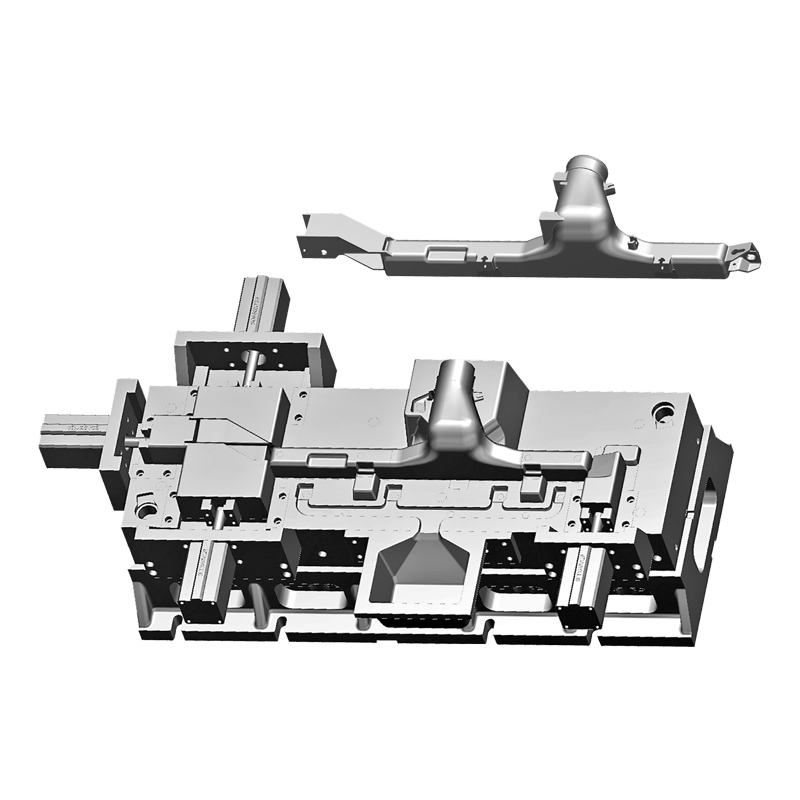
Spanisch Bei der Wahl eines Zylinderblockform , ist es wichtig zu wissen, welche Kerne benötigt werden. Unterschiedliche Formen enthalten unterschiedliche Arten von Kernen, einschließlich Zylinder, Laufbuchsen, Wassermantel-Plattenkerne und integrale Zylinderkurbelgehäuse-Kerne. Suchen Sie nach Möglichkeit nach einem Formpaket mit einer Vielzahl von Kernen.
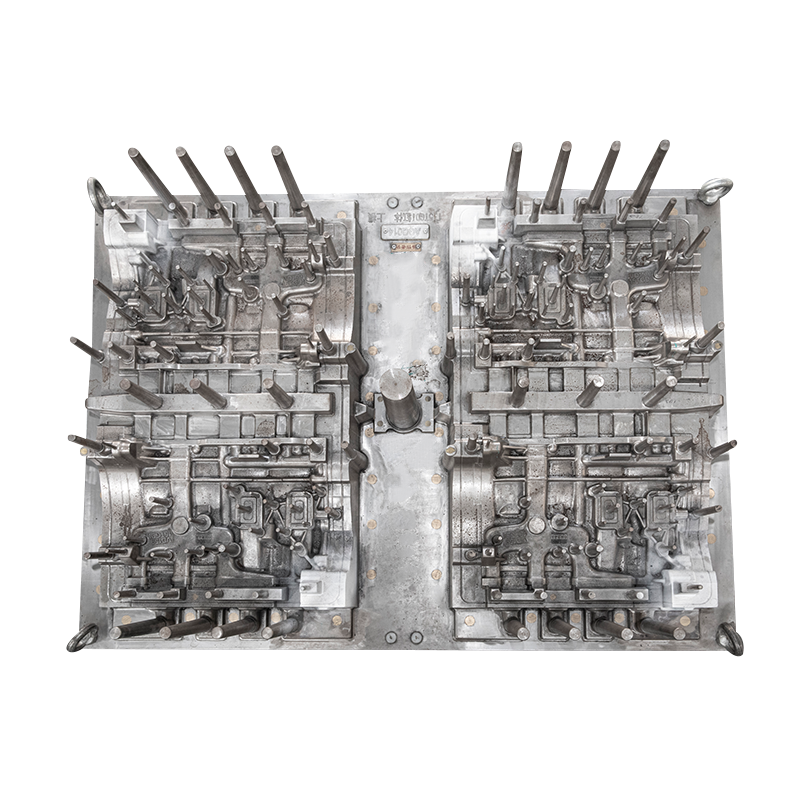
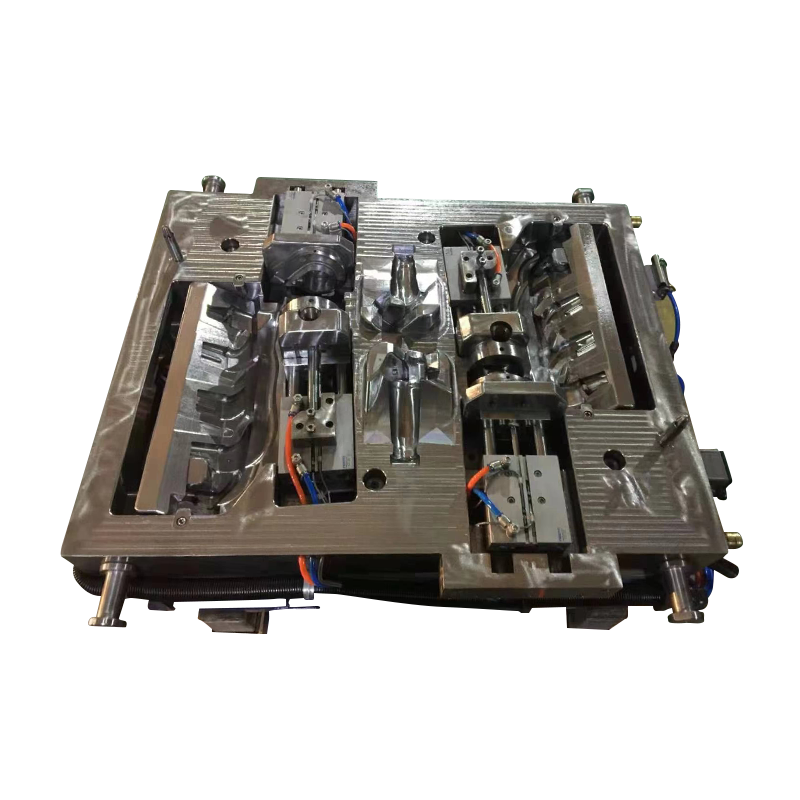
Formpakete für Zylinderblöcke umfassen typischerweise den Basiskern und den Deckelkern. Das Zylinderblock-Formpaket hat einen integralen Kurbelgehäusekern, der durch einen Setzkern in der Kokillenbaugruppe gebildet wird. Das endgültige Formpaket umfasst den Basiskern und den Deckkern. Wenn alle Kerne montiert sind, wird das Formpaket mit Hochdruckluft gereinigt.
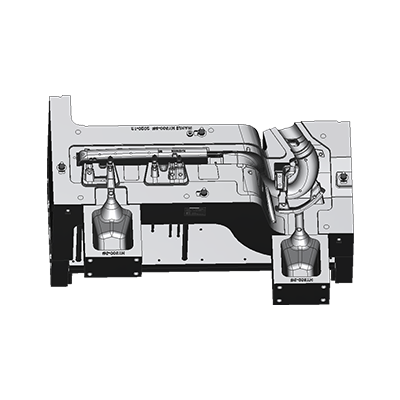
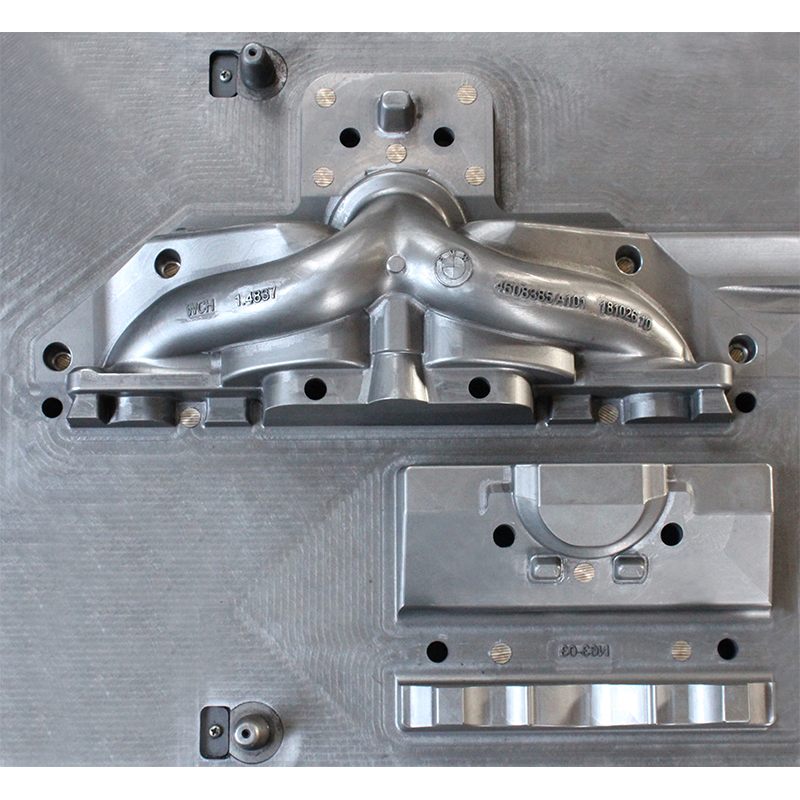
Der Zylinderblock ist das wichtigste Gussteil eines Motors. Die Wandstärke eines Zylinderblocks liegt in der Regel unter drei Millimetern. Das am häufigsten verwendete Material für die Herstellung von Zylinderblöcken ist nasser Tonsand. Es hat hervorragende Umformeigenschaften und niedrige Energie- und Geräuschprofile. Der Zylinderblock wird normalerweise entweder unter Verwendung von Luftstanz-Formlinien oder statischen Druckformmaschinen hergestellt.
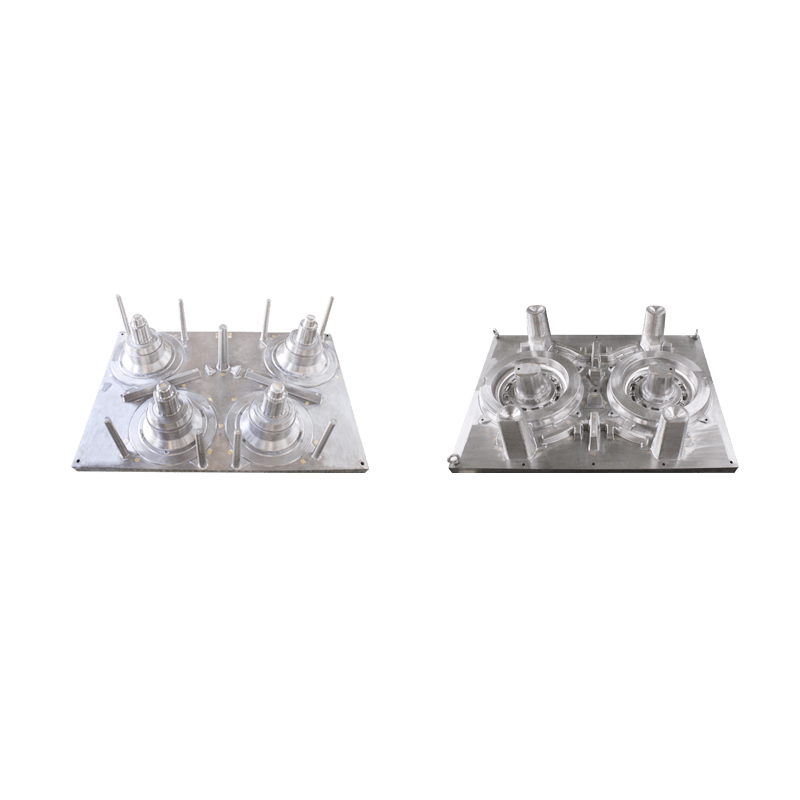
Der Grundkern einer Zylinderblockform kann mehrere Verbindungsstellen aufweisen. Der Sand kann in diesen Bereichen während des Zusammenbaus und der Handhabung abgerieben oder abgelagert werden. Dieser lose Sand kann das Gussteil verunreinigen. Die einzelnen Kerne eines Formpakets können auch einen Grundkern mit geringen Zwischenräumen aufweisen.
Ein typisches Motorzylinderblock-Formpaket hat einen Basiskern, Seitenkerne und einen Kurbelgehäusekern. Der Basiskern wird auf eine Oberfläche gelegt und separate Kerne werden darauf gestapelt. In einigen Fällen sind zusätzliche Kerne vorhanden, wie etwa der Ölkanalkern, der Kurbelgehäusekern und der Talkern.
Der Basiskern einer Zylinderblockform umfasst einen Lüftungsfensterkern. Die Schulter ist der Schlüssel zur endgültigen Form des Fensters, das sich vom Zylinderblock erstreckt. Der Hauptkörper hat eine im Wesentlichen ebene untere Oberfläche, während die Schulter in einem Winkel mit der unteren Oberfläche angeordnet ist.
Die Steigerkälte ist ein schwierig zu entfernender Teil einer Form, nachdem sie sich verfestigt hat. Darüber hinaus wird die Riser-Kälte normalerweise im Anguss- oder Riser-System eingeschlossen, was den Wärmebehandlungsprozess beeinträchtigt. Um dieses Problem zu vermeiden, ziehen es viele Gießereien vor, die Kühler der Speiser leicht warm zu halten, bevor sie in das Gussteil eingesetzt werden.