Pусский
Pусский Spanisch
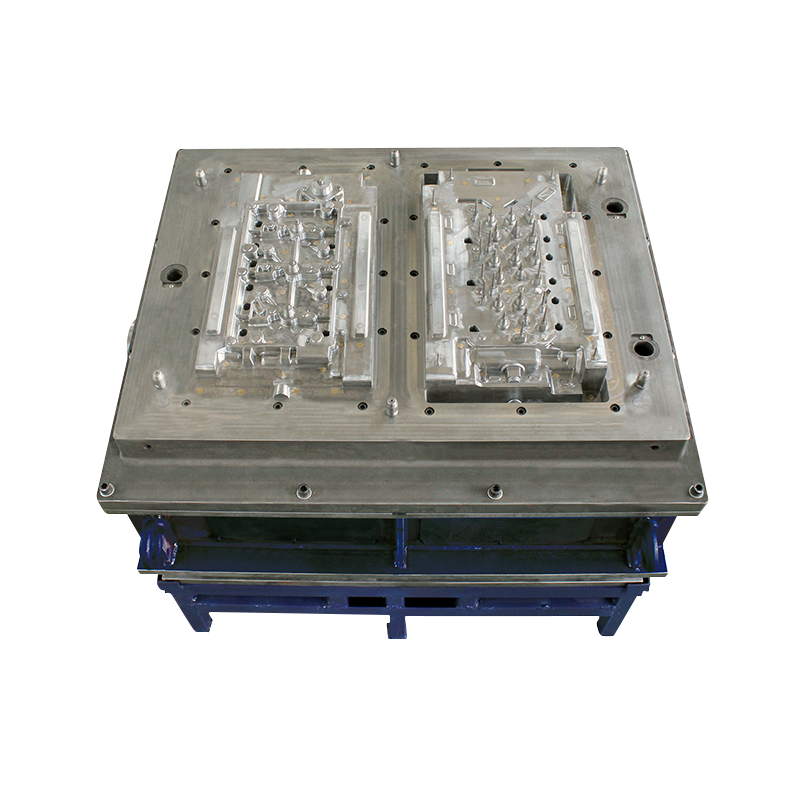
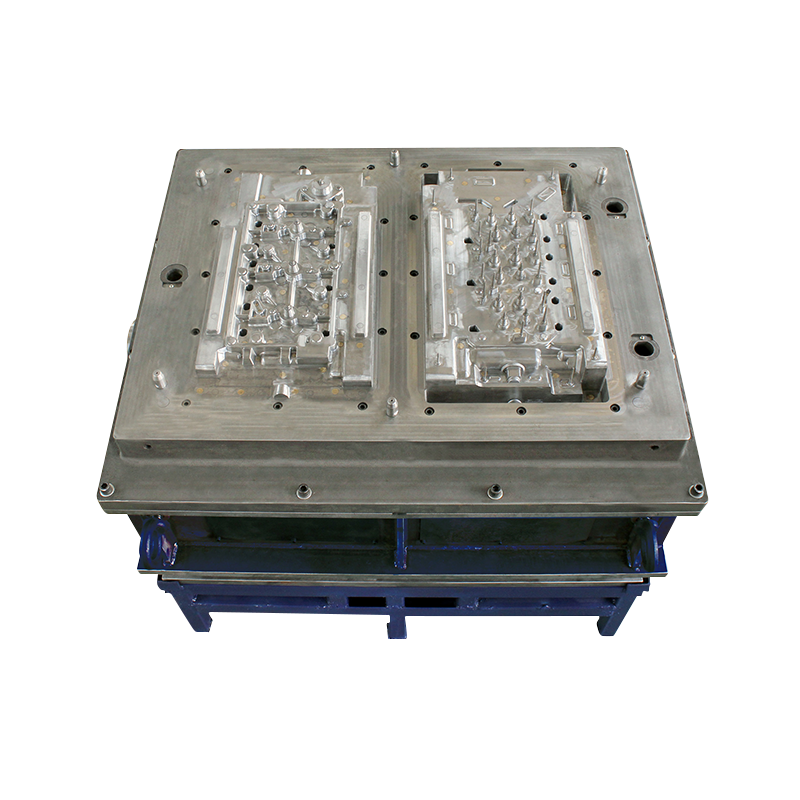
Spanisch Der Zylinderblockform ist ein gängiges Automobilbauteil. Die Form wird verwendet, um einen Zylinderblock für einen Verbrennungsmotor herzustellen. Die Form umfasst eine vorgeformte Zylinderbuchse, eine zylindrische Seitenwand, die die Innenbohrung definiert, und eine Öffnung, die in der Seitenwand ausgebildet ist. Die erste Kerneinheit ist aus reduzierbarem Material hergestellt und besteht aus zwei Teilen, wobei der Hauptteil die Bohrung einnimmt und ein Öffnungskernteil, der sich durch sie hindurch erstreckt.
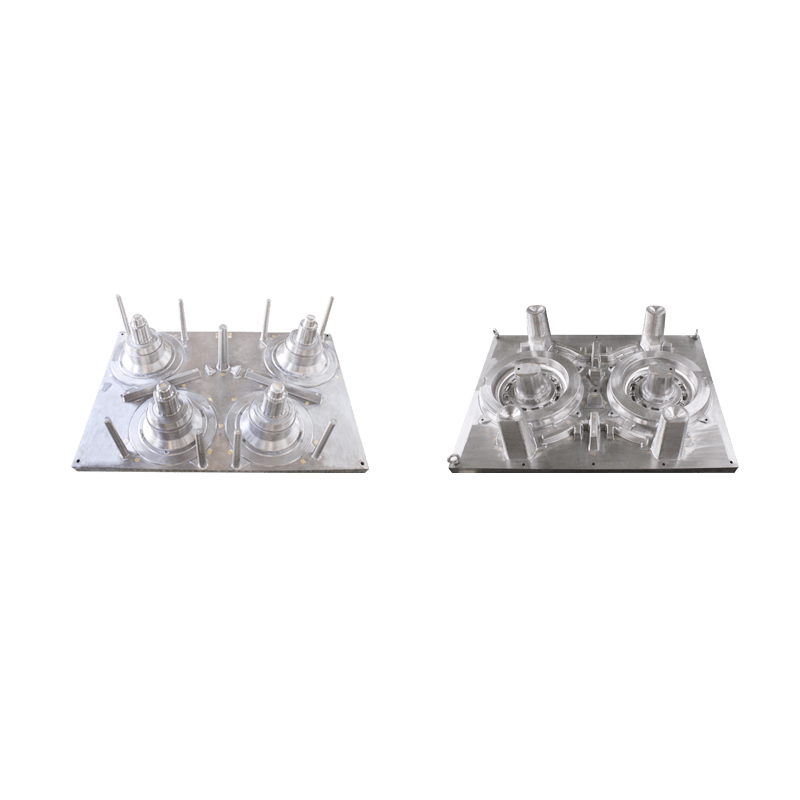
Das Motorblock-Formpaket umfasst eine obere Form und eine untere Form und eine bewegbare Platte. Die Form wird zusammen mit der beweglichen Aufspannplatte durch einen Formschließzylinder angehoben. Die Form wird entlang der Umfangsachse durch einen Öffnungs-/Schließzylinder getrennt, der auf der unteren Formseite gelagert ist. Die obere Form ist über der unteren Form angeordnet und so positioniert, dass sie den Zylinder trennt.
Die zweite Kerneinheit besteht aus reduzierbarem Material und ist auf der Zylinderbuchse montiert. Er umfasst einen zweiten Hauptkernabschnitt in der Bohrung in passender Ausrichtung mit dem ersten. Die zusammengesetzte Kernanordnung wird dann in die Zylinderblockform platziert, wo geschmolzenes Metall gezwungen wird, in die Form einzutreten. Das geschmolzene Metall bildet einen Zylinderblock um die zusammengesetzte Kernanordnung herum. Dieser Formprozess wird für alle vier Kerne wiederholt.
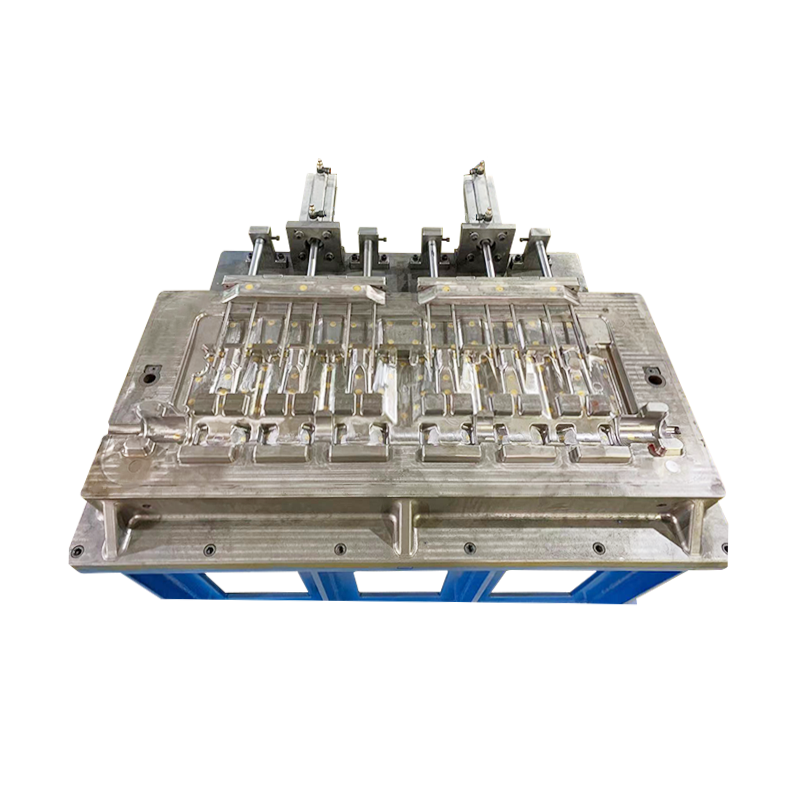
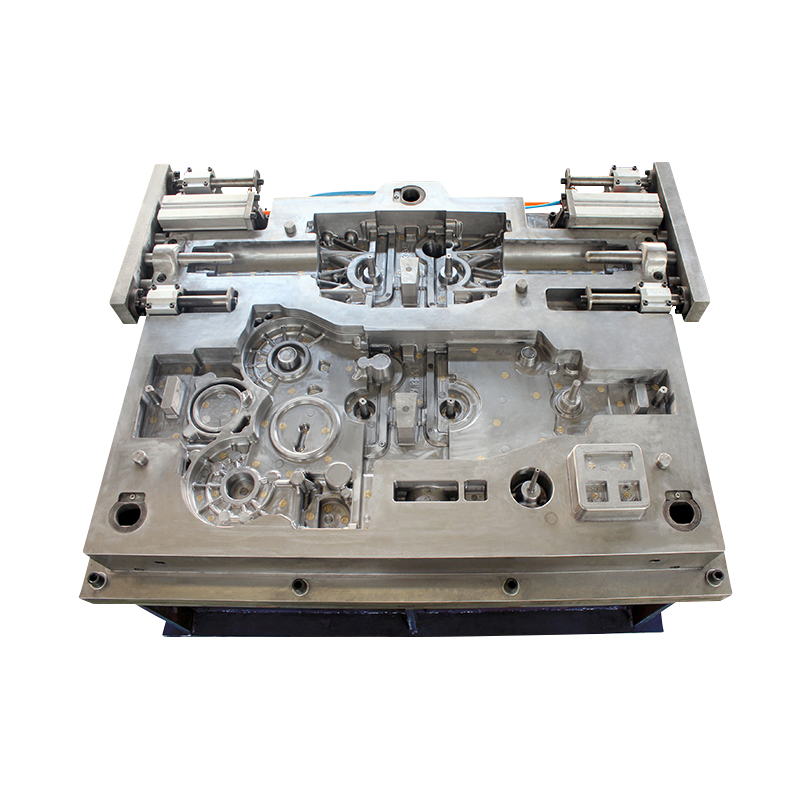
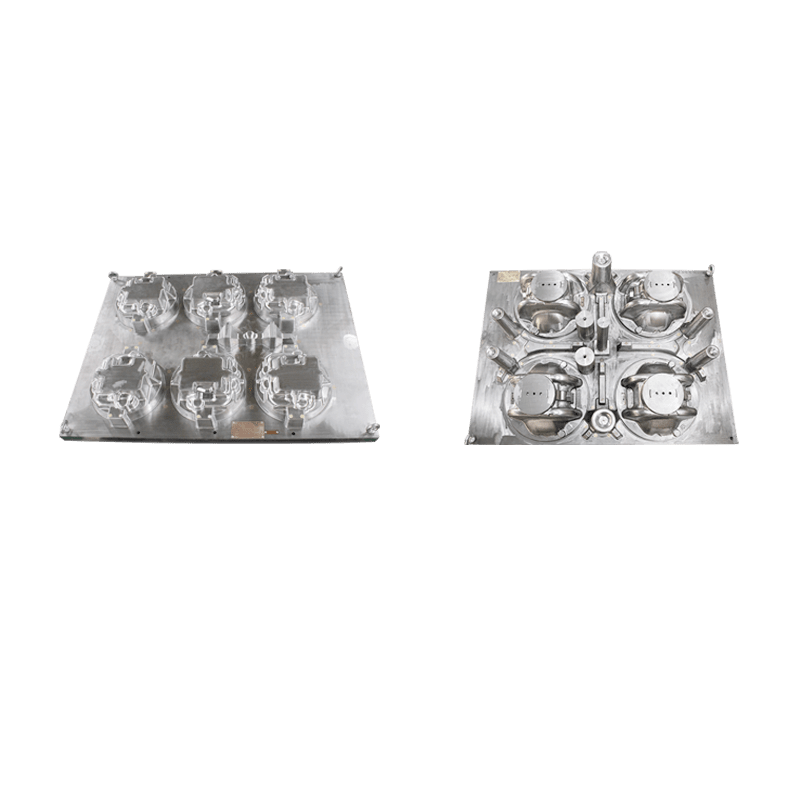
Eine Reihe von zweiteiligen Formen wird in einem mehrstufigen Bearbeitungsprozess verwendet. Die untere Form enthält den ausgesparten Abschnitt 3a, während die obere Form ein Zylinder ist, der die untere Form trägt. Die Formen sind so angeordnet, dass sie vier separate Blöcke bilden, wobei jeder Block einen halbkreisförmigen Querschnitt hat. Diese Formen werden zum Gießen eines Zylinderblocks in zwei Stufen verwendet. Eine der Formen besteht aus zwei Gleitformen, die obere Form wird von vier Säulenelementen und die untere Form von vier Zylindern getragen.
Das Motorzylinderblock-Formpaket umfasst mehrere Kerne, die jeweils einzeln mit einer temporären Basis verbunden sind. Diese temporäre Basis ist nicht Teil des endgültigen Formpakets. Das Kernpaket wird durch einen Manipulator von der temporären Basis getrennt. Das Kernpaket wird dann zwischen einem Basiskern und einem Deckkern positioniert. Das Motorblock-Formpaket ist dann bereit für die Produktion.
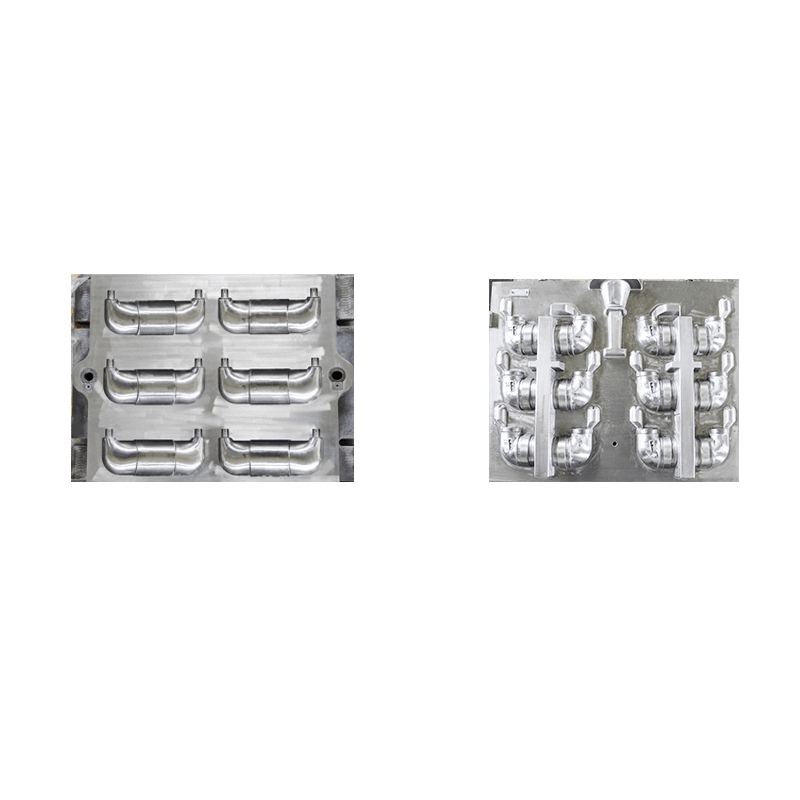
Die erste Stufe der Formmontage besteht darin, den Dorn zu montieren. Der Dorn ist mittels einer Feder auf der beweglichen Platte gelagert. Der Dorn ist mittels zweier Platten auf der beweglichen Platte montiert. Die zweite Stufe der Formmontage besteht darin, die Zylinderlaufbuchse zu installieren. Dann wird die bewegliche Platte bewegt und in Position fixiert. Ein zweiter Teil der Formbaugruppe, bewegliche Platte genannt, wird zum Einpassen der Zylinderlaufbuchse verwendet.
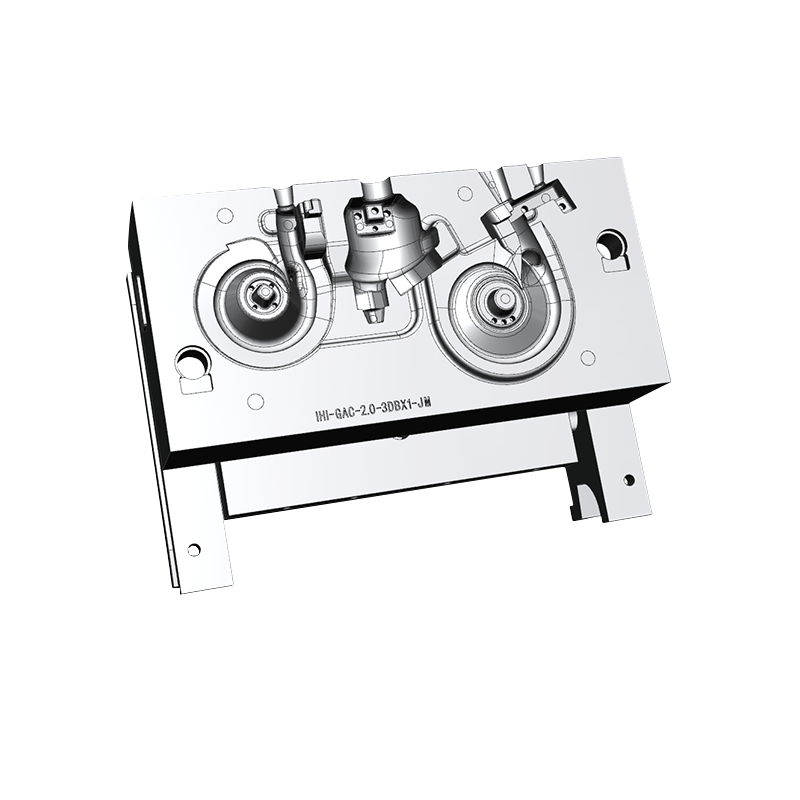
Das durch das Zylinderblock-Formpaket 10 hergestellte Motorblock-Gussteil hat primäre, sekundäre und optional tertiäre Positionierungsoberflächen. Diese Flächen werden während der Ausrichtung und Bearbeitung in Bezug auf die gekrümmten Flächen der Zylinderlaufbüchsen ausgerichtet. Eine gekrümmte Zylinderbohrungsauskleidung ist ein übliches Beispiel für dieses Merkmal. Die gekrümmten Oberflächen der Zylinderbohrungslaufbuchsen können so geformt sein, dass sie eine Referenz zum Lokalisieren der Zylinderbohrung bereitstellen.