Pусский
Pусский Spanisch
Spanisch Das Schneidwerkzeug dient zum Schneiden des Anschnitts, Grats und Überlaufs aus dem Gussteil. Die überwiegende Mehrheit der Druckgussteile muss beschnitten werden. Die Besäummethode richtet sich nach der Größe des Gussstücks, der Art der Gusslegierung und der Anzahl der zu besäumenden Gussstücke. Unabhängig vom verwendeten Verfahren ist es wichtig zu wissen, dass die Anzahl der zu besäumenden Gussteile in den meisten Fällen sehr groß ist und der Besäumprozess mit der hohen Produktivität der Druckgussmaschine Schritt halten muss. Der einfachste Weg, die Kanten zu beschneiden, besteht darin, die unerwünschten Teile des Gussstücks von Hand zu entfernen. Bei kleinen Gussstücken bricht dies den Anguss, den Grat und die Überlaufrille. Bei großen Gussteilen muss ein Hammer verwendet werden, um die unbrauchbaren Teile abzuschlagen. Gebrochene Kanten können mit einer Schleifscheibe geglättet werden, aber Bereiche, die nicht mit einer Schleifscheibe geschliffen werden können, müssen von Hand gefeilt werden.
Um die unbrauchbaren Teile von Gussteilen zu entfernen, sollten in der Konstruktionsphase verschiedene Maßnahmen ergriffen werden. Die Dicke des Angusses und die Grenzflächendicke der Überlaufrille sollten klein sein, damit sie leicht getrennt werden können, und die axiale Schrumpfung des Angussbereichs sollte minimiert werden. Die Dicke des Angusses sollte jedoch nicht zu dünn sein, um die Qualität des Gusses nicht zu beeinträchtigen. Anschnitte sollten sich möglichst im geraden Teil des Profils befinden, da gebogene Anschnitte, wie z. B. bei zylindrischen Teilen, schwieriger zu brechen sind. Dies gilt auch für Anschnitte, die entlang gekrümmter Trennflächen verlaufen.
Manchmal ist der innere Anschnitt des Druckgusses sehr dick, was die Füllgeschwindigkeit und Füllzeit verringert. Dies mindert das Problem der Formerosion, das beim Druckgussverfahren auftritt – ein anhaltendes Problem aufgrund hoher Schmelzmetall- und Formtemperaturen. Die hohe Festigkeit des Gussteils und die Verwendung eines dicken Angusses bedeutet, dass zum Anguss des Gussteils eine Bandsäge verwendet werden muss.
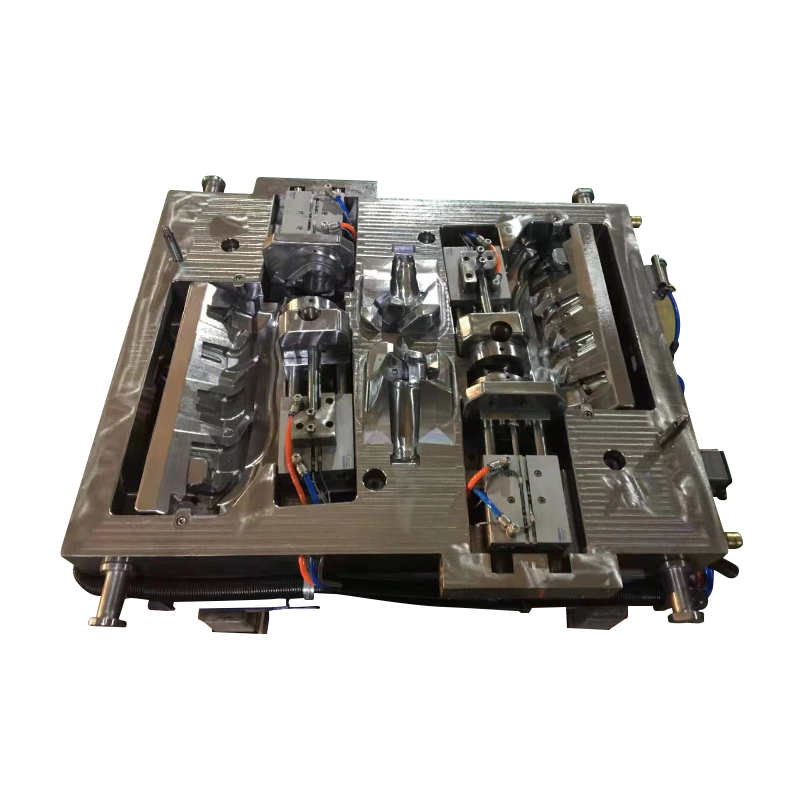
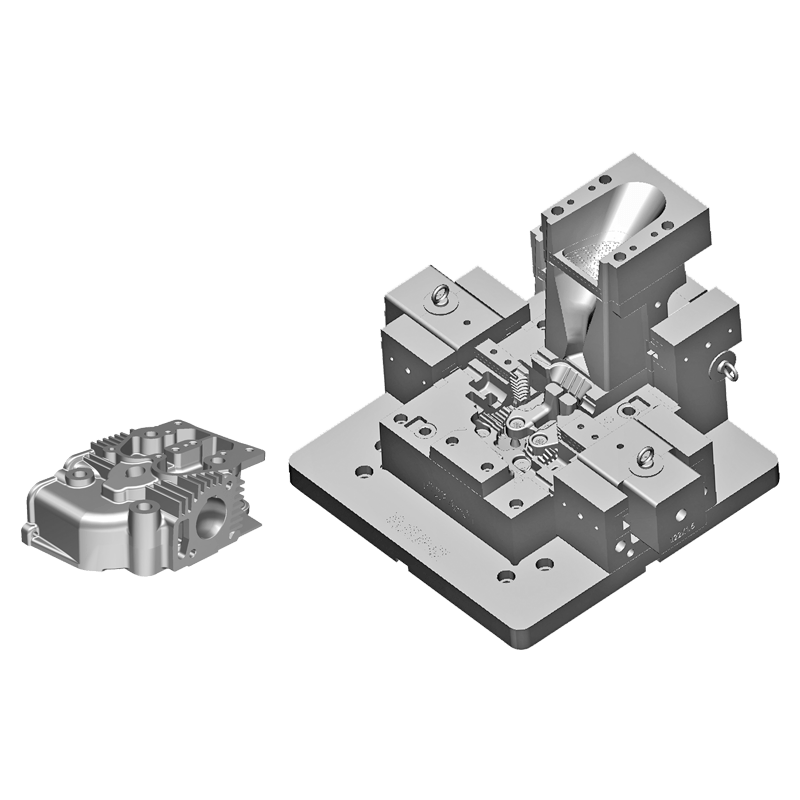
Abgratpressen werden für eine große Anzahl komplexer Gussteile verwendet, wobei die Gussteile durch Abgratwerkzeuge gepresst werden. Um den Abgratstempel möglichst einfach zu gestalten, sollte die Trennfläche möglichst nicht abgestuft sein. Entgratpressen stehen oft in der Nähe der Druckgussmaschine. Auf diese Weise können Bediener, Gussaufnehmer oder Roboter Gussteile direkt in die Presse legen, wenn sie Gussteile aus der Druckgussmaschine entnehmen. Ein Ausfall entweder der Abgratpresse oder des Abgratwerkzeugs bedeutet, dass die Druckgussmaschine ebenfalls nicht mehr funktioniert, es sei denn, es wird sofort eine alternative Methode bereitgestellt, um den Anguss und den Grat aus dem Gussteil zu entfernen, wenn die Presse oder das Abgratwerkzeug repariert wird.