Pусский
Pусский Spanisch
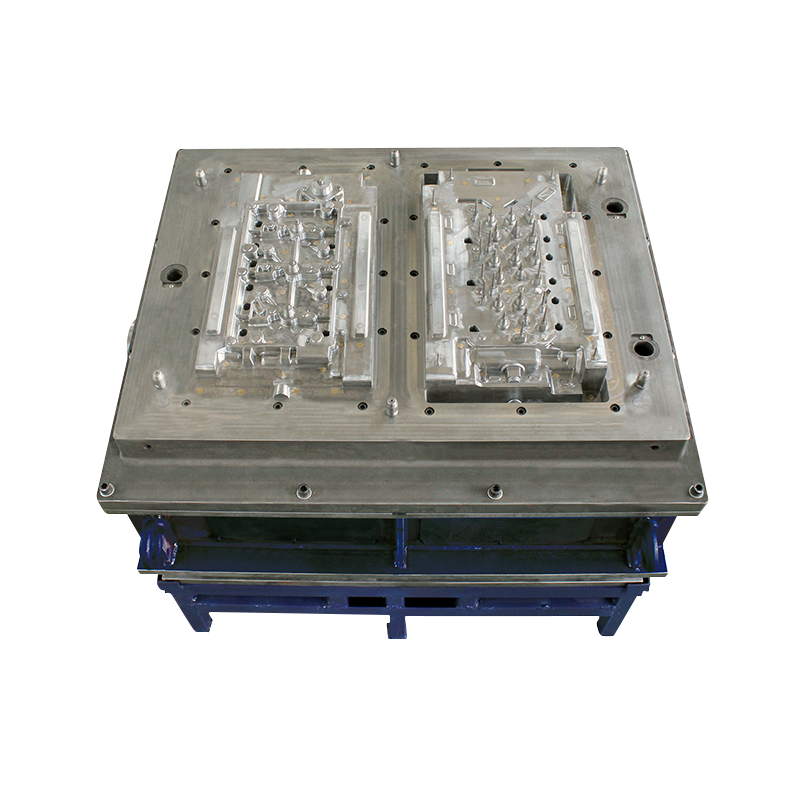
Spanisch Die Druckgussform gehört zu einem Prozessverfahren zum Gießen von flüssigem Gesenkschmieden und dessen Fertigstellung auf einer speziellen Druckguss-Gesenkschmiedemaschine. Beim Druckguss sind die drei Elemente Druckgussmaterial, Druckgussmaschine und Werkzeug unverzichtbar. Um die Produktionseffizienz, Markenqualität und hohe wirtschaftliche Vorteile im Produktionsprozess zu verbessern und die Lebensdauer von Druckgussformen zu verlängern, sind die Verwendung und Wartung von Druckgussformen sehr wichtig.
Richtiger Gebrauch und Wartung von Druckgussformen:
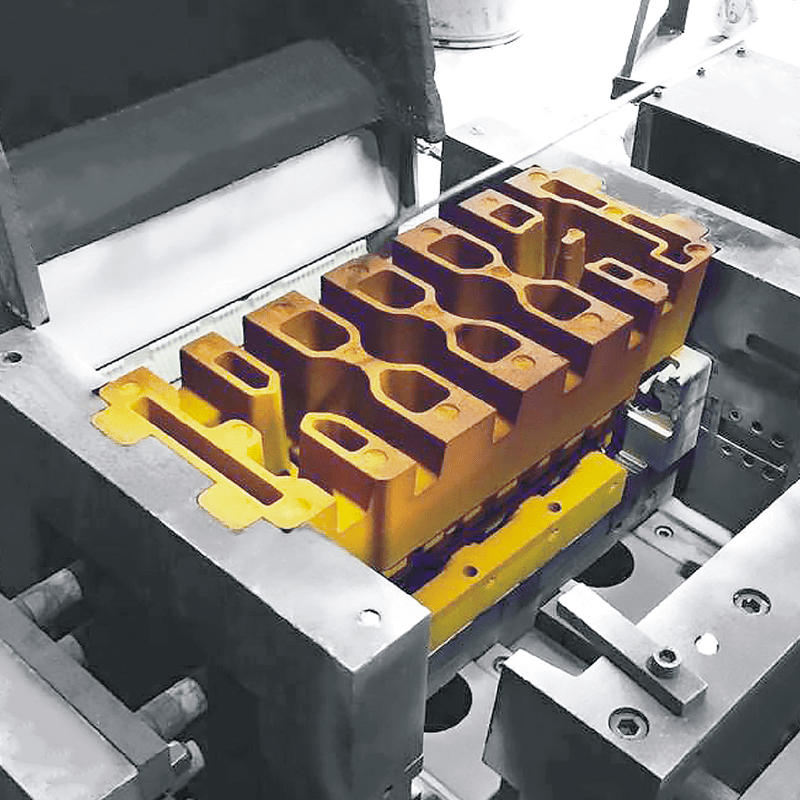
1. Minimieren Sie das schnelle Abkühlen und Erhitzen der Form und versuchen Sie, so viel wie möglich kontinuierlich zu produzieren. Im kalten Formzustand ist Hochgeschwindigkeitseinspritzung strengstens verboten.
Während des Druckgussverfahrens befand sich die Druckgussform in einem hin- und hergehenden Ermüdungszustand thermischer Ausdehnung und Kontraktion, und die Temperatur des Formhohlraums änderte sich grundsätzlich zwischen 160 Grad und 350 Grad hin und her. Schaden. Wenn die Produktion in einem kalten Formzustand gestartet wird, beginnt die Formtemperatur von einer niedrigen Temperatur zu steigen, die Temperaturdifferenz nimmt zu, die Formausdehnung und -schrumpfung nehmen zu und die Formermüdung nimmt entsprechend zu, was die Beschädigung der Form beschleunigt und verkürzt das Leben der Form. Daher sollte bei der Herstellung von Druckguss so weit wie möglich eine kontinuierliche Produktion durchgeführt werden, und das schnelle Abkühlen und schnelle Erhitzen der Form sollte minimiert werden, wodurch die Lebensdauer der Form verlängert wird.
Außerdem erreicht die Form im kalten Formzustand nicht die Temperatur während der normalen Produktion, und der Spalt zwischen jedem Teil der Form ist relativ groß. In diesem Fall ist es strengstens verboten, die Hochgeschwindigkeitseinspritzung und Druckbeaufschlagung zu öffnen. Andernfalls können die Spaltteile der Form, einschließlich des Schiebers, des Auswerferlochs und anderer Teile, leicht in die Aluminiumhaut einbrechen, wodurch die Form beschädigt und die Lebensdauer der Form beeinträchtigt wird.
2. Reduzieren Sie die Einspritzgeschwindigkeit so weit wie möglich, reduzieren Sie den spezifischen Druck so weit wie möglich und reduzieren Sie den Aufprall der Form.
Während der Druckgussproduktion wirkt sich die Einspritzgeschwindigkeit nicht nur auf die Füllgeschwindigkeit des Druckgussteils und die Einspritzangussgeschwindigkeit aus, sondern erhöht auch die Aufprallspitze, wenn die Einspritzgeschwindigkeit hoch ist. Wenn daher die Einspritzgeschwindigkeit hoch und die Einspritzöffnungsgeschwindigkeit schnell ist, wird das Auswaschen der Form intensiviert, die Aufprallspitze wird zunehmen, die Aufprallkraft auf die Form wird ebenfalls zunehmen und die Lebensdauer der Form wird stark sein reduziert. Wenn wir den Druckgussprozess anpassen, ist es daher sehr wichtig, die Einspritzgeschwindigkeit so weit wie möglich zu reduzieren und gleichzeitig die Qualität des Produkts sicherzustellen, was sehr wichtig ist, um die Lebensdauer der Form zu verlängern und die wirtschaftlichen Vorteile der Form zu verbessern Casting-Unternehmen. Gegenwärtig sind fortschrittliche Druckgussmaschinen mit Einspritzbremsvorrichtungen ausgestattet, die sehr vorteilhaft sind, um den Aufprallspitzenwert zu reduzieren, die Aufprallkraft auf die Form zu reduzieren und die Lebensdauer der Form zu verbessern.
Der Spritzverhältnisdruck im Druckgussverfahren ist ebenfalls ein wichtiger Parameter. Der Einspritzverhältnisdruck beträgt im Allgemeinen 400–900 kg/cm 2 entsprechend den Qualitätsanforderungen und Eigenschaften des Gussstücks. Wenn es 900 kg/cm2 übersteigt, hat es im Allgemeinen wenig Einfluss auf die innere Qualität des Gussstücks. Wenn das Einspritzverhältnis zu hoch ist, erhöht es nicht nur die Expansionskraft der Form, sondern führt sogar dazu, dass die Expansionskraft die Schließkraft der Werkzeugmaschine übersteigt, was zu Aluminiumkanalbildung führt. Wenn die Form gleichzeitig einer großen Expansionskraft ausgesetzt wird, wird dies auch die Form beschädigen oder die Lebensdauer der Form verkürzen. Daher sollten wir bei der Herstellung von Druckguss neben der Einspritzgeschwindigkeit verstärkt auf den einspritzspezifischen Druck achten. Da der einspritzspezifische Druck nicht so einfach zu beobachten ist wie die Einspritzgeschwindigkeit, wird er oft vernachlässigt. Tatsächlich ist das Einspritzverhältnis ein wichtiger Parameter im Druckgussprozess, der nicht nur die Qualität des Gussstücks beeinflusst, sondern auch einen großen Einfluss auf die Lebensdauer der Form hat. Dies sollte vor allem die Aufmerksamkeit der Druckgussbetriebe wecken.
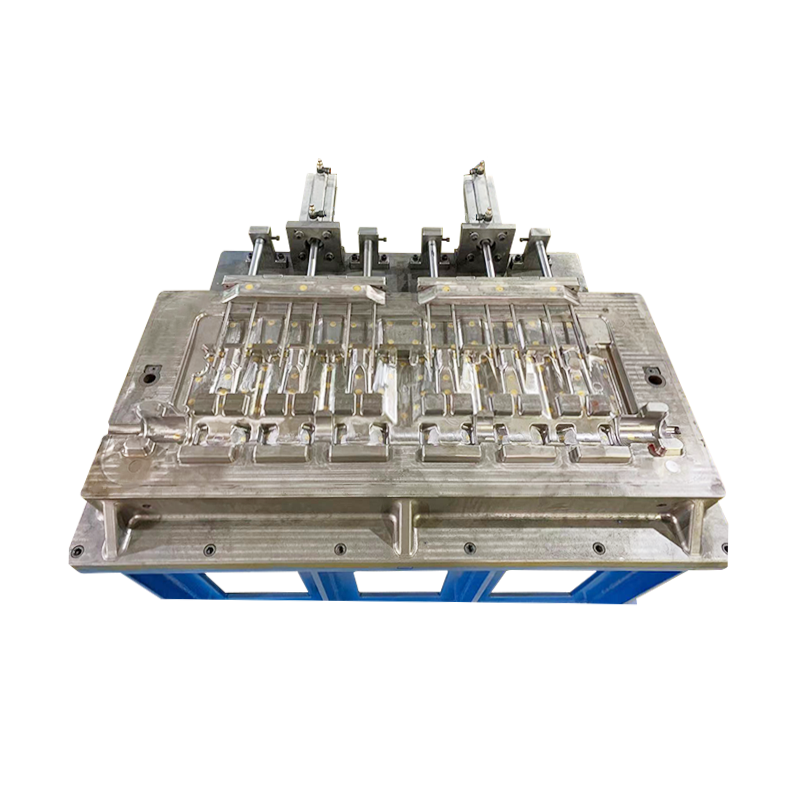
3. Wenn die Form verwendet wird, sollten das Abdecktuch und die Aluminiumhaut rechtzeitig gereinigt werden, um zu verhindern, dass die Form zusammengedrückt wird.
Bei der Verwendung der Form hat die Form aus verschiedenen Gründen oft einen Faltenwurf und eine Aluminiumhaut. Zu diesem Zeitpunkt muss es rechtzeitig gereinigt werden, da sonst die Form herausgedrückt wird, wenn die Produktion fortgesetzt wird. Besonders im Schieberteil, wenn die Gleitbahn in die Aluminiumhaut usw. eintritt, wird der Schieber aufgrund der sehr großen Schließkraft der Druckgussmaschine zusammenbrechen und brechen. Wenn solche Probleme auftreten, muss die Form daher rechtzeitig gereinigt und die Ursache gefunden werden, um die Form rechtzeitig zu reparieren. Warten Sie andernfalls, bis die Form beschädigt ist, bevor Sie sie reparieren, was die Lebensdauer der Form ernsthaft beeinträchtigen wird.
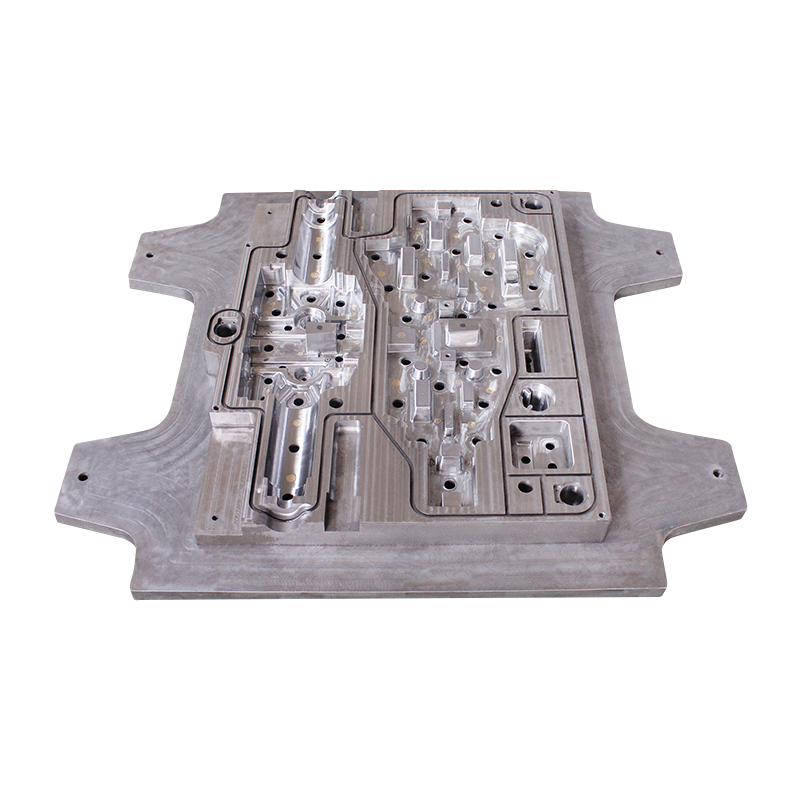
4. Versuchen Sie, die Gießtemperatur des geschmolzenen Aluminiums zu senken und die Lebensdauer der Form zu verbessern.
Die Gießtemperatur von geschmolzenem Aluminium bei der Druckgussproduktion beeinflusst nicht nur die Gussqualität, sondern auch die Lebensdauer von Druckgussformen. Beim allgemeinen Druckguss liegt die Gießtemperatur von geschmolzenem Aluminium zwischen 630 und 720 Grad. Bei verschiedenen Teilen sollten wir bei der Wahl der Gießtemperatur versuchen, eine niedrigere Temperatur zu wählen, was nicht nur Energie spart, sondern auch die Lebensdauer der Druckgussform verlängert. Denn je höher die Temperatur des geschmolzenen Aluminiums, desto größer die Erosion der Form, desto größer der Bereich der Temperaturfeldänderungen der Form, desto größer die Wärmeausdehnung und -kontraktion, desto größer die Formermüdung und desto leichter kann sie beschädigt werden. Daher ist eine angemessene Verringerung der Gießtemperatur des geschmolzenen Aluminiums vorteilhaft, um die Lebensdauer der Druckgussform zu verlängern.