Pусский
Pусский Spanisch
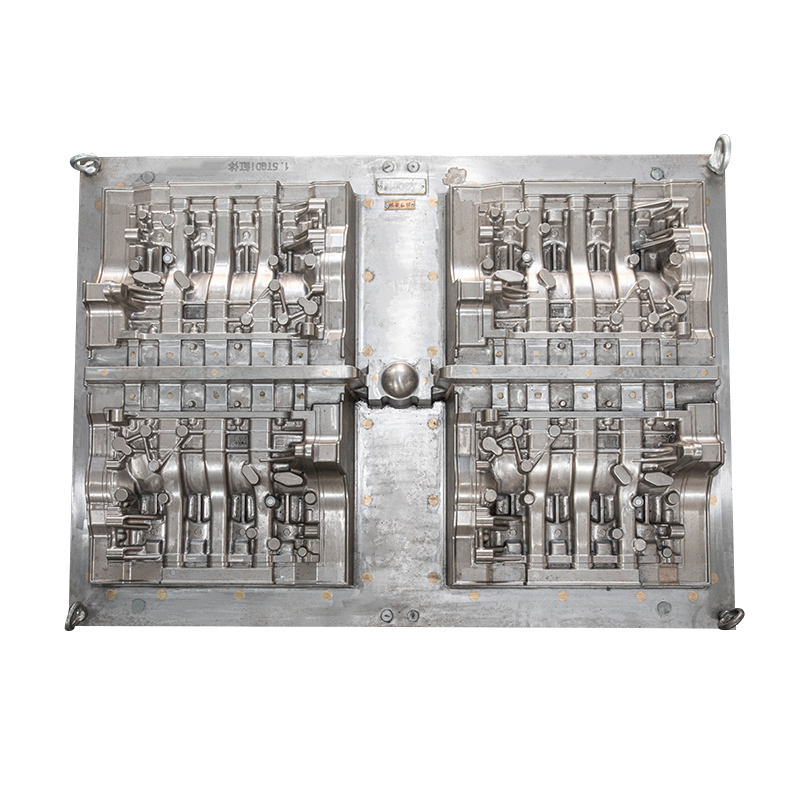
SpanischEs sollte darauf hingewiesen werden, dass es neben „Kavitation“ noch andere Gründe für das auf der Oberfläche von Druckgussteilen aus Aluminiumlegierung gebildete „Lochfraß“ gibt, wie z der Form ist zu hell. Dadurch kann das Trennmittel keinen guten Schutzfilm auf der Formoberfläche bilden, was zu punktuellen Erosionen und Formverklebungen auf der Formoberfläche führt. Die durch "Kavitationserosion" auf der Oberfläche der Form erzeugten Vertiefungen haben jedoch eine andere Form als solche Defekte, und es ist notwendig, über genügend Erfahrung zu verfügen, um eine korrekte Beurteilung vorzunehmen.
Ursachen der Kavitationserosion beim Druckguss von Aluminiumlegierungen
Beim Druckgießen von Aluminiumlegierungen wird eine flüssige Aluminiumlegierung mit hoher Geschwindigkeit durch einen Stempel in den gesamten Hohlraum der Form eingespritzt, um das gewünschte Produkt zu erhalten. Während das geschmolzene Aluminium fließt, muss es durch den Angusskanal fließen, um den inneren Anguss zu erreichen, und dann in den Formhohlraum sprühen. Der Angusskanal der Form ist der einzige Weg, durch den das geschmolzene Aluminium fließen kann. Das Konstruktionsprinzip besteht darin, dass sich die Querschnittsfläche des Angusskanals in einem schrumpfenden Zustand befinden sollte, damit die Luft im Angusskanal während des Flusses des geschmolzenen Aluminiums zum vorderen Ende des geschmolzenen Aluminiums abgeführt werden kann.
Der Hauptgrund für Kavitation ist, dass die Formkonstruktion gegen die oben genannten Konstruktionsprinzipien verstößt. Auf dem Laufweg, durch den die Aluminiumlegierungsflüssigkeit strömt, erweitert sich die Querschnittsfläche des Laufrads. Wenn das geschmolzene Aluminium durch den expandierenden Innenkanal fließt, kommt es zu einer Volumenausdehnung und einem plötzlichen Druckabfall, was zur Bildung von Unterdruck (oder ausgehöhlten) Hohlräumen im geschmolzenen Aluminium führt. Wenn die Injektion unter Druck gesetzt wird, platzt der Hohlraum im Angusskanal und im Inneren des Formhohlraums. Wenn es platzt, bildet es eine interne Explosion, die enorme Energie erzeugen kann. Wenn das Produkt hergestellt wird, verursachen die kontinuierlichen mehrfachen Implosionen eine Ermüdungsverformung auf der Oberfläche der Metallform oder des Gießkanals, wodurch Vertiefungen entstehen, die mit bloßem Auge sichtbar sind. Entsprechend werden auf der Oberfläche des Gussprodukts hervorstehende Vertiefungen gebildet.
Methoden zur Kavitationsvermeidung im Druckguss – Richtige Gusskanalauslegung
Bei der Konstruktion des Formkanals sollten die folgenden Prinzipien beachtet werden: Die Querschnittsfläche des Kanals aus dem Kuchen muss reduziert werden, und wenn der Kanal Verzweigungen hat, die Querschnittsfläche des Hauptkanals Läufer muss größer sein als zwei oder mehr Abzweigläufer Die Summe der Querschnittsflächen.